|
|||
|
|
|
|||
|
|
|
Controlling
Airborne Microbial Contamination
by
Chris Kerth and Crystal Braden
Auburn
University Department of Animal Sciences
|
|
Introduction
|
| There are many factors
that can contribute to microbial loads of the in-plant environment.
Several pathways can lead to the introduction of pathogenic and spoilage
organisms on products (1). Areas of potential hazards must be identified
and addressed. Simple precautionary measures can be taken to prevent
points of concern from becoming contamination problems. Such precautionary
measures such as Standard Operating Procedures (SOPs) are part of
a comprehensive Hazard Analysis Critical Control Points (HACCP) plan.
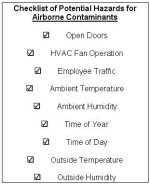
Contamination of meat by microorganisms is a major public health and economic problem in the meat industry (1). Contamination can occur at various points during the slaughter process, cold storage, and processing of meat animals (2). Research (3, 4, 5) has shown that microbial contamination of the air in processing facilities is a concern. Organisms can use air as a transport medium to either contaminate product surfaces directly, or to contaminate contact surfaces (4). With air being considered a potential source of contamination of product (6), avenues which can allow the air inside the facility to become contaminated must be controlled. Simple practices such as keeping doors closed or controlling employee traffic can be essential in controlling air contamination. In conducting a hazard analysis of a processing facility, the tendency is to focus on sources of microbial contamination that are visible: cutting tables, processing equipment, floor drains, cooling units, and personnel equipment and clothing. Bacteria and molds, while not necessarily capable of becoming airborne, can attach to dirt and dust particles or moisture droplets and disperse throughout the air in the processing area. In fact, some have suggested that the use of high-pressure water may actually just move the contamination around. Researchers have shown that Listeria monocytogenes can survive for as long as 3.5 hours in an aerosol, like that created by washing with high-pressure water (7). Obviously this is critical when product is exposed to air and especially when the product is fully-cooked, ready-to-eat. Therefore it is important to consider all factors in the processing area that may contribute to cross-contamination and consider air as a potential source of contamination. Factors
that may be pertinent to the processing environment may include, but
are not limited to:
Processors can prevent the emergence of other factors which may or may not be controllable by controlling known factors. Practices as simple as closing doors and limiting employee traffic are effective means to ensure limited air contamination within the facility. |
|
Control Measures
|
| The simplest, most
straight-forward method of controlling processing room air conditions
is to make sure that all HVAC units are in good working order and consistently
maintaining temperature. Additionally, doors to processing rooms should
be kept closed at all times to reduce the chance of cross contamination
and to assist the cooling units in maintaining temperature. If possible
traffic should be routed around the processing area instead of through
it to reduce contamination and keep doors closed as much as possible.
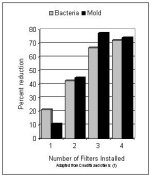
Research has shown that the installation of recirculating air filtration units are helpful in reducing the amount of bacteria and molds floating around in the air (see table below).
It has also been shown that as the day progresses, the amount of air contamination increases. In fact, as the week progresses, there is an increase in the overall contamination of air with bacteria and mold (see table below). Therefore, it is imperative that a good SSOP be established and measures be taken to guard against this potential source of contamination. Whenever possible product and equipment should be covered to prevent these contaminants from settling and contaminating. As the research (8) has pointed out, airborne microorganisms are not a direct source of contamination, but appears to re-contaminate equipment and non-contact surfaces, which in turn can contaminate the product.
|
|
References
|
|
1. Cundith,
CJ, CR Kerth, WR Jones, TA McCaskey and DL Kuhlers. 2002. Germicidal
air cleaning system effectiveness for control of airborne microbes
in a meat processing plant. Journal of Food Science. 67:1170-1174. |
|
|
|
Supported by: Non-Assistance Cooperative Agreement #FSIS-C-33-2003, Development of a Virtual Library for Small and Very Small Meat and Poultry Processors | ||
 |
|
 |